
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

立式磨车架焊接方法

.jpg)
自行车车架焊接工艺流程 骑部落
2024年10月13日 以下是一些常用的自行车车架焊接技术和工艺流程: TIG焊接(氩弧焊) TIG焊接是一种精确的焊接技术,适合用于复杂的车架设计和异型管材。 该技术通过电弧熔化金 立磨磨辊堆焊材料选择及焊接方法研究 摘要:磨辊的堆焊是一项关键技术,因磨辊外侧受到的磨损量较大,对其使用寿命提出严格的要求,一般在磨辊表面堆焊一层高铬铸铁合金,硬度达 立磨磨辊堆焊材料选择及焊接方法研究百度文库车架焊接工艺规范 则。 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 41 各车型车架焊接均采用 CO2 气体保护焊。 42 焊接设备由电源与控制系统、送丝机构、供气系统 车架焊接工艺规范百度文库复合耐磨堆焊方法可用于该类磨辊的多次堆焊修复, 使得立式磨运行成本明显下降, 亦可用于高铬合金类铸铁 整体铸造磨辊的堆焊修复,但高铬合金类铸铁焊接性较 差, 且重复修复次数一 堆焊技术在立式磨磨辊制造中的应用浅析牛冲百度文库
.jpg)
立式磨磨辊堆焊用焊接材料研究及应用 道客巴巴
2012年5月13日 因此, 国外多家公司在制造大型立磨磨辊及磨盘时已开始倾向于采用复合耐磨堆焊的方法,即: 辊体基体采用韧性良好的低碳钢和低合金钢,表面堆焊耐磨材料进行有效防 2015年2月10日 因此,国外多家公司在制造大型立磨磨辊及 磨盘时已开始倾向于采用复合耐磨堆焊的方法, 即:辊体基体采用韧性良好的低碳钢和低合金钢, 表面堆焊耐磨材料进行有效防 立式磨磨辊堆焊用焊接材料研究及应用 豆丁网2020年6月17日 该套设备适用于立磨在线和离线堆焊修复,可以快速安装,操作简便,操作人员少等特点,选配有磨盘磨辊旋转接地装置和磨辊驱动。 在线堆焊设备如下图,图中有控制 立磨磨辊堆焊2021年3月17日 在实际生产中,随着磨辊的慢慢磨损,立磨就会出现产能不断下降现象,一旦磨辊辊套磨损完之后,辊磨里面将失去保护,遭到迅速磨损,这是对立磨致命的破坏。磨辊堆焊
.jpg)
立磨磨辊及磨盘表面耐磨堆焊技术介绍 CCA数字水泥网
2007年9月10日 施工步骤:清洗→秤重→染色探伤→磨耗测量→上机台→焊补道,检测牢固度→焊补面,检测牢固度→进行堆焊至原尺寸→下机台,整修,防锈处理→假安装,上漆 2020年12月25日 针对现有技术的不足,本实用新型提供了一种立式磨机磨盘现场堆焊设备,解决了焊头在y轴上的运动行程较小,从而导致存在焊头没有与磨盘接触,且电源箱的热量散出较 一种立式磨机磨盘现场堆焊设备的制作方法复合耐磨堆焊方法可用于该类磨辊的多次堆焊修复, 使得立式磨运行成本明显下降, 亦可用于高铬合金类铸铁 整体铸造磨辊的堆焊修复,但高铬合金类铸铁焊接性较 差, 且重复修复次数一般不得超过两次。 23 陶瓷复合制造 陶瓷复合制造是国外 VEGA 堆焊技术在立式磨磨辊制造中的应用浅析牛冲百度文库2014年1月21日 夹具精度按整车数模标定后,首先分析焊接过程变形趋势和变形量,副车架上下板焊接采用了CO2段焊,焊道在上下板结合处的上边口,焊接变形虽有使上下板产生下凹的趋势单由于采用了断焊板件的受热量较小工艺上又要求采用对称焊接的方法因此下凹变形量很汽车副车架装焊要点及其调整方法百度文库
.jpg)
中速立式磨煤机磨盘衬板现场堆焊 百度文库
中速立式磨煤机磨盘衬板现场堆焊 郭正朝 李建聪 ( 太原热电厂,山西 太原 002 ) 30 1 摘要 :用明弧堆焊工艺及其设备在现场不拆 出工件的情况下对磨煤机衬板进行堆焊修复,并进行 分析 ,焊后运转情况良好 关键词:堆焊;磨煤机 ;衬板 中图分类号: K 22010年7月13日 下面就乘用车承载式车架的焊接进行说明。 车架的焊接方法及工艺 车架的焊接零件为低碳钢成型钢板,厚度一般为2~4mm,也有极少数为1mm和6mm。焊接方法采用CO2保护焊,CO2纯度为996%,焊接设备采用CO2保护焊机,根据生产纲领可以采用焊接机器乘用车车架的焊接及质量控制 制造工艺 AI汽车网3副车架的焊接工艺方案 31焊接方法副车架 纵梁裂纹的修补与加固应视其裂纹的长 短及所在的部位,采取不同的修理方法 修 补,应用尽可能短的电弧进行双面成型焊接焊条直径为32nun,电 流为11O〜130A在裂口处磨出V型焊道坡口,其深度为纵梁厚度的2/3 浅析自卸车副车架裂纹的焊接修复工艺百度文库2024年10月13日 自行车车架焊接工艺流程 自行车车架的焊接工艺是一个关键的制造步骤,它直接关系到车架的质量、强度和外观。以下是一些常用的自行车车架焊接技术和工艺流程: TIG焊接(氩弧焊) TIG焊接是一种精确的焊接技术,适合用于复杂的车架设计和异型管材。自行车车架焊接工艺流程 骑部落

立式圆筒形钢制焊接储罐施工规范 GB 501282014 华软云
2017年5月1日 101 为规范立式圆筒形钢制焊接储罐施工,保证工程质量,做到技术先进、经济合理、安全适用,制定本规范。 102 本规范适用于储存石油、石化产品及其他类似液体的常压和接近常压的立式圆筒形钢制焊接储罐罐体及与储罐相焊接附件的施工,不适用于埋地的、储存极度和高度危害介质、人工 2024年1月27日 本发明属于立式辊磨技术领域,尤其涉及一种立式辊磨的强制喂料设计方法。 背景技术 [0002] 立式辊磨简称立磨,其粉磨原理是料层粉磨,即通过颗粒与颗粒之间相互挤压来 实现物料的粉磨,粉磨过程可控性好,粉磨效率高。立式辊磨粉磨单元的现有结构原理图一种立式辊磨的强制喂料设计方法 豆丁网2 汽车车架焊接变形控制方法 21 优化汽车车架及焊点设计 汽车车架焊接设计的尺寸越大,焊接的工作量及变形就越大,因 此,设计人员在保证车架整体承载能力及车辆安全的情况下,要尽量 减少焊接的尺寸及焊接的总量,同时还要避免出现过度集中焊接的情 况。汽车车架焊接变形及控制方法百度文库2015年5月13日 一种赛车车架焊接夹具的制作方法 【技术领域】 [0001]本实用新型涉及一种用于大学生方程式汽车大赛赛车车架焊接的夹具,属汽车工装夹具领域。【背景技术】 [0002]近年来,越来越多的院校开始组建自己的方程式赛车队。一种赛车车架焊接夹具的制作方法 X技术网

自行车车架焊接方法(自行车车架焊接方法用什么合适)
2024年9月24日 自行车车架焊接是制造自行车的重要环节之一,选择合适的焊接方法能够确保车架的强度和稳定性。本文将介绍几种常用的自行车车架焊接方法。1 点焊:点焊是一种快速、简单且广泛应用的焊技术的应用,探讨了弧焊夹具的难点,解析弧焊夹具设计理念,着重对关键部分的设计方法 3)冷却装置:主要用于焊道集中区域,加快副车架 焊接 热量发散,提升焊接质量,通过在夹具零件中通入 冷却水实现。目前,副车架弧焊夹具较少使用。 副 汽车副车架弧焊夹具设计百度文库2020年5月8日 标准规范下载简介 在线阅读 中华人民共和国国家标准 立式圆筒形钢制焊接储罐施工规范 Code for construction of vertical cylindrical steel welded storage tanks GB 501282014 主编部门:中国石油天然气集团公司 批准部 《立式圆筒形钢制焊接储罐施工规范 GB501282014 2020年2月14日 本实用新型涉及一种焊接设备,尤其涉及一种副车架双工位焊接系统。背景技术副车架是汽车底部的重要部件,可以看成是前后车桥的骨架,是支撑前后车桥、悬挂的支架。副车架的作用是阻隔振动和噪声,使车厢内的振动和噪声减少。副车架在安装在汽车底部前,需要在副车架主体上焊接零件,而 一种副车架双工位焊接设备的制作方法 X技术网

汽车副车架焊接变形的控制方法百度文库
汽车副车架焊接变形的控制方法E点韶汽车工穩师FOCUS技术聚焦亦*前横梁 右纵梁 左纵梁 后横梁总成左右后下摆臂前安装支架总成图6某轿车后副车架焊接装配树323 刚性固定法 当无法采用反向变形法来控制焊接变形时 ,可以副车架反 方向摆放利用大力 在焊接时由两名焊工须改变位置,捍接另一道焊缝,如此重复直至焊完。 磨机名称 VRMR3604立式 1.6通过使用硬质的耐磨材料,采用降低磨损方法 以及优化措施,使易损件的使用时间增长。 1.7可空载启动,不需要辅助传动装置 立式磨使用说明书 百度文库1、采用上述焊接工艺对矿用自卸车车架焊接时,焊接效果好,焊缝成形美观,焊缝金属力学性能≮600MPa,完全满足设计使用要求。 2、改进焊前近缝区保护方法,节省了焊后清理时间,提高了焊接接头质量,车架结构工艺改进确保了其质量,而且无需增加矿用自卸车车架焊接工艺研究百度文库汽车车架焊接工艺分析及工装设计一、汽车车架焊接工艺分析1焊接工艺选择汽车车架一般采用焊接工艺来完成组装。目前主要采用的车架焊接工艺有点焊、气Βιβλιοθήκη Baidu保护焊、激光焊等。气体保护焊是目前应用最为广泛的汽车车架焊接工艺之一。汽车车架焊接工艺分析及工装设计百度文库

汽车车架焊接变形及控制方法百度文库
(4)机械矫正法 车架焊接过程中, 虽然在车架结构设计和工艺上采取多种措施来控制焊接过 程中所产生的焊接变形,但由于焊接过程的特点和车架焊接工艺的复杂性,还或 多或少地产生焊接变形 为此必须矫正超过公差要求的焊接变形机械矫正法是在 室温条件2023年10月28日 1焊接线能量应根据焊接部位、材质、厚度、焊接方法和预热 温度等,由焊接工艺规程确定; 2采用焊条电弧焊时,可通过测量、控制单根焊条在单位时 间内的焊接长度来控制线能量; 3采用药芯焊丝自动焊和埋弧自动焊,可根据焊接工艺规程GB 501282014立式圆筒形钢制焊接储罐施工规范 2021年3月17日 立磨机、大型回转窑2000余台套,生产实力强,公司技术*。尤其是近几年,立式 4、长城机械能够为堆焊客户化验原材料、磨辊使用方法 等额外增值服务。 典型案例 图:**立磨机制造商——丹麦史密斯选择长城机械为其加工和堆焊磨辊 磨辊堆焊车架焊接工艺规范标记处数更改文件号签字(日期)奔驰汽车股份有限公司北 京 汽 车 厂78 焊接工艺要求:车 架 装 焊 通 用 工 艺 守 7810 本守则中未注明的焊接方法在作业指导书中体现。 8 焊接规范参数 81 车架车间生产用焊丝牌号为 H08Mn2SiA 车架焊接工艺规范百度文库
.jpg)
(PDF) 汽车副车架焊接变形的控制方法 ResearchGate
2022年6月29日 PDF 焊接变形在副车架制作过程中难以避免,但却可以通过相关措施控制,即对合理的焊接工艺与工装设计 予以利用,同时矫正超出公差要求的焊接 2024年5月22日 1焊接线能量应根据焊接部位、材质、厚度、焊接方法和预热 温度等,由焊接工艺规程确定; 2采用焊条电弧焊时,可通过测量、控制单根焊条在单位时 间内的焊接长度来控制线能量; 3采用药芯焊丝自动焊和理弧自动焊,可根据焊接工艺规程 选用合适的焊接速度《立式圆筒型钢制焊接储罐施工规范》GB501282014pdf筑楼人汽车车架焊接工艺分析后副车架常见结构形式为框架式封闭结图 3 后副车架框架式封闭结构图 4 后副车架扭力梁结构构和扭力梁结构,分别如图 3、4 所示。2 车架工艺可行性分析目前国内生产车架的工艺方法为铆接和 焊接两种方式。汽车车架焊接工艺分析百度文库2015年3月25日 本发明提出了一种赛车车架焊接夹具,包括平台,平台上设有倒T型槽,在平台的倒T型槽面上设有水平4040铝型材,水平4040铝型材两端分别通过T型固定夹板与平台固定连接;在水平4040铝型材上相对设有L型角接板,在两相对L型角接板之间卡接有竖直4040铝型材;在竖直4040铝型材上设有弧形槽固定夹板 一种赛车车架焊接夹具的制作方法 X技术网

摩托车车架的焊接变形及减小变形的措施 焊接结构 焊接之家
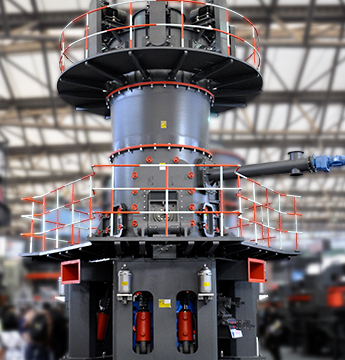
2015年10月12日 a) 焊接工艺方法:不同的焊接方法将产生不同的温度场,形成的热变形也不相同。一般来说自动焊比手工焊加热集中,受势区窄,变形较小;CO2气体保护焊焊丝细,电流密度大,加热集中,变形小,比手工焊更适合于车架焊接。电动机通过 立式减速机 带动磨盘旋转,固体原料通过锁风给料装置从进料口进入磨盘中心,在离心力场的作用下被甩向磨盘的周边并受到磨辊的反复碾压而粉碎。 粉碎后的物料从磨盘的边缘溢出,其中的粉状物料被从机器下部上升的高速气流带起,上升的气流和粉状物料经过磨机上部的选粉 立式磨机 百度百科复合耐磨堆焊方法可用于该类磨辊的多次堆焊修复, 使得立式磨运行成本明显下降, 亦可用于高铬合金类铸铁 整体铸造磨辊的堆焊修复,但高铬合金类铸铁焊接性较 差, 且重复修复次数一般不得超过两次。 23 陶瓷复合制造 陶瓷复合制造是国外 VEGA 堆焊技术在立式磨磨辊制造中的应用浅析牛冲百度文库2014年1月21日 夹具精度按整车数模标定后,首先分析焊接过程变形趋势和变形量,副车架上下板焊接采用了CO2段焊,焊道在上下板结合处的上边口,焊接变形虽有使上下板产生下凹的趋势单由于采用了断焊板件的受热量较小工艺上又要求采用对称焊接的方法因此下凹变形量很汽车副车架装焊要点及其调整方法百度文库
.jpg)
中速立式磨煤机磨盘衬板现场堆焊 百度文库
中速立式磨煤机磨盘衬板现场堆焊 郭正朝 李建聪 ( 太原热电厂,山西 太原 002 ) 30 1 摘要 :用明弧堆焊工艺及其设备在现场不拆 出工件的情况下对磨煤机衬板进行堆焊修复,并进行 分析 ,焊后运转情况良好 关键词:堆焊;磨煤机 ;衬板 中图分类号: K 22010年7月13日 下面就乘用车承载式车架的焊接进行说明。 车架的焊接方法及工艺 车架的焊接零件为低碳钢成型钢板,厚度一般为2~4mm,也有极少数为1mm和6mm。焊接方法采用CO2保护焊,CO2纯度为996%,焊接设备采用CO2保护焊机,根据生产纲领可以采用焊接机器乘用车车架的焊接及质量控制 制造工艺 AI汽车网3副车架的焊接工艺方案 31焊接方法副车架 纵梁裂纹的修补与加固应视其裂纹的长 短及所在的部位,采取不同的修理方法 修 补,应用尽可能短的电弧进行双面成型焊接焊条直径为32nun,电 流为11O〜130A在裂口处磨出V型焊道坡口,其深度为纵梁厚度的2/3 浅析自卸车副车架裂纹的焊接修复工艺百度文库2024年10月13日 自行车车架焊接工艺流程 自行车车架的焊接工艺是一个关键的制造步骤,它直接关系到车架的质量、强度和外观。以下是一些常用的自行车车架焊接技术和工艺流程: TIG焊接(氩弧焊) TIG焊接是一种精确的焊接技术,适合用于复杂的车架设计和异型管材。自行车车架焊接工艺流程 骑部落

立式圆筒形钢制焊接储罐施工规范 GB 501282014 华软云
2017年5月1日 101 为规范立式圆筒形钢制焊接储罐施工,保证工程质量,做到技术先进、经济合理、安全适用,制定本规范。 102 本规范适用于储存石油、石化产品及其他类似液体的常压和接近常压的立式圆筒形钢制焊接储罐罐体及与储罐相焊接附件的施工,不适用于埋地的、储存极度和高度危害介质、人工 2024年1月27日 本发明属于立式辊磨技术领域,尤其涉及一种立式辊磨的强制喂料设计方法。 背景技术 [0002] 立式辊磨简称立磨,其粉磨原理是料层粉磨,即通过颗粒与颗粒之间相互挤压来 实现物料的粉磨,粉磨过程可控性好,粉磨效率高。立式辊磨粉磨单元的现有结构原理图一种立式辊磨的强制喂料设计方法 豆丁网2 汽车车架焊接变形控制方法 21 优化汽车车架及焊点设计 汽车车架焊接设计的尺寸越大,焊接的工作量及变形就越大,因 此,设计人员在保证车架整体承载能力及车辆安全的情况下,要尽量 减少焊接的尺寸及焊接的总量,同时还要避免出现过度集中焊接的情 况。汽车车架焊接变形及控制方法百度文库2015年5月13日 一种赛车车架焊接夹具的制作方法 【技术领域】 [0001]本实用新型涉及一种用于大学生方程式汽车大赛赛车车架焊接的夹具,属汽车工装夹具领域。【背景技术】 [0002]近年来,越来越多的院校开始组建自己的方程式赛车队。一种赛车车架焊接夹具的制作方法 X技术网
时产260430吨重钙粉成套治精品砂粉设备
--石头能制成沙子吗
--氧化铁绿成套设备厂家
--T型高速矿石磨粉机
--将认绘制成统计表某矿石粉厂当生产
--高岭土的淘生石灰工序是什么样
--沈阳上投式矿石磨粉机石英砂石灰石 加工设备
--河北唐山市方解石粉生产设备粉体设备
--复合型液压重晶石磨粉机
--轻质碳酸钙制粉成套设备
--大型机械设备厂
--高岭土磨粉机头粉碎机
--高钙粉一吨几方
--厂拌生石灰200目雷蒙磨拌生石灰200目雷蒙磨拌生石灰碳酸钙
--广东河源市方解石立式磨粉机设备多少钱
--淄博选粉机生产厂家
--附近的石英砂石灰石厂
--第五十条矿泉水
--方解石矿磁选原理
--稀土成套设备工艺流程
--青岛赛帆研磨机械青岛赛帆研磨机械青岛赛帆研磨机械
--中信重工矿渣立磨,2006
--2微米粉碎
--方解石打粉生产线设备生产厂家
--Rm1300me立式磨煤机
--立式磨磨粉机安装尺寸
--双滚矿石磨粉机
--高能干磨机高能干磨机高能干磨机
--250400重钙磨粉机雷蒙机250400重钙磨粉机雷蒙机250400重钙磨粉机雷蒙机
--山东维坊那里生产雷蒙磨山东维坊那里生产雷蒙磨山东维坊那里生产雷蒙磨
--